در ادامه نوشتارهای قبلی پیرامون عیوب پوشش ها، برخی دیگر از مهمترین عیوب پوشش ها را بررسی کرده و برخی دلایل و راهکارهای رفع یا جلوگیری از آن را بیان خواهیم کرد.
این پدیده عمدتا در رنگ های سفید و روشن رخ می دهد و به این صورت است که فیلم رنگِ خشک پس از مدتی از رنگ عادی خود به رنگ زرد متمایل می شود.
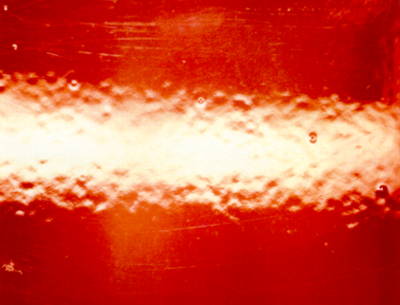
سطح فومینگ شده
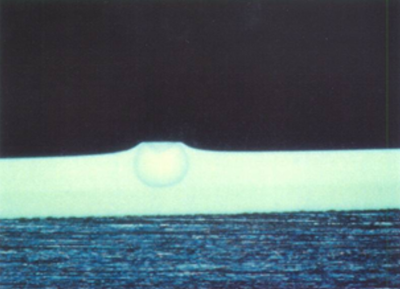
حباب گیر افتاده در فیلم رنگ
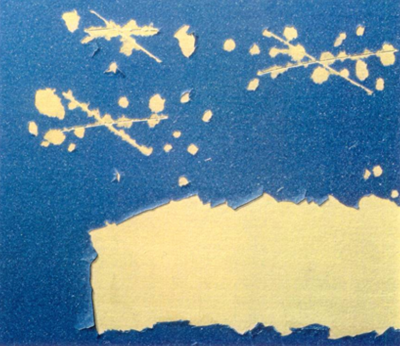
پدیده سوراخ شدگی به صورت حفره های گرد و کوچک روی سطح فیلم رنگ تظاهر می کند. این پدیده علاوه بر ایجاد ظاهر نامناسب برای رنگ، مقاومت آن را نسبت به شرایط محیطی نیزکاهش می دهد. از دلایل عمده این نقض در پوشش ها می توان به موارد زیر اشاره کرد:
وجود برخی آلودگی های سطحی در سطح زیر فیلم رنگ
ایجاد حباب بر اثر تبخیر حلالِ فیلمِ رنگِ لایه زیرین و یا تبخیر حلال های فرار رنگ
افزودن بیش از اندازه سخت کننده به رنگ
تنظیم نبودن دمای کوره و تبخیر سریع حلال رنگ (دمای کوره های پخت رنگ به خصوص کوره های پخت بدنه خودرو ها به گونه ای طراحی شده اند که دما از ابتدا تا میانه کوره به آرامی افزایش یابد، در صورت تنظیم نبودن دمای کوره و افزایش ناگهانی دما ممکن است پدیده سوراخ شدگی روی سطح رخ دهد.)
گیر افتادن هوا، آب و یا رطوبت در فیلم رنگ تر و سپس خارج شدن آن در اثر گرما و یا در مرحله پخت
طولانی شدن فاصله زمانی بین اعمال هر لایه از رنگ
برای جلوگیری از این پدیده روش های زیر توصیه می شود:
تمیز کردن سطح از هر نوع آلودگی پیش از فرآیند رنگ کاری (برای اطلاعات بیشتر مجموعه نوشته هایآماده سازی سطح را مطالعه نمایید.)
تنظیم دقیق دما در فرآیند پخت
افزودن مقدار توصیه شده از سخت کننده که توسط تولید کننده رنگ تعیین می شود. (برای اطلاعات بیشتر مطلب نگاهی فنی به فرآیند خشکشدن رنگ را از همین وبسایت مطالعه نمایید)