در روش های پاشش حرارتی[1]، از یک حرارت مقطعی به همراه پاشش همزمان رنگ استفاده می شود. تولید حرارت ممکن است به وسیله الکتریسیته یا مواد سوختی ایجاد شود. از ویژگی های مهم این روشها این است که می توان علاوه بر رنگ، پوشش های فلزی را نیز با سرعت و صرف انرژی کمتر اعمال کرد. چند روش متداول برای پاشش حرارتی عبارتند از:
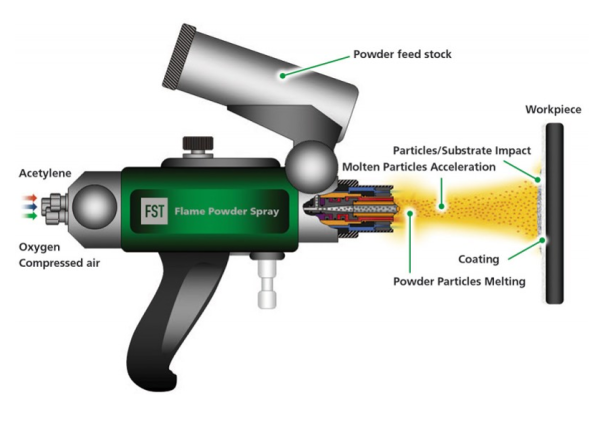
در این روش از مواد سوختی مانند هیدروژن، استیلن، پروپان و گاز طبیعی برای تولید حرارت لازم استفاده می شود. پوشش های تولید شده با این روش دارای مقاومت بالا به سایش، ضربه و مواد خورنده هستند.
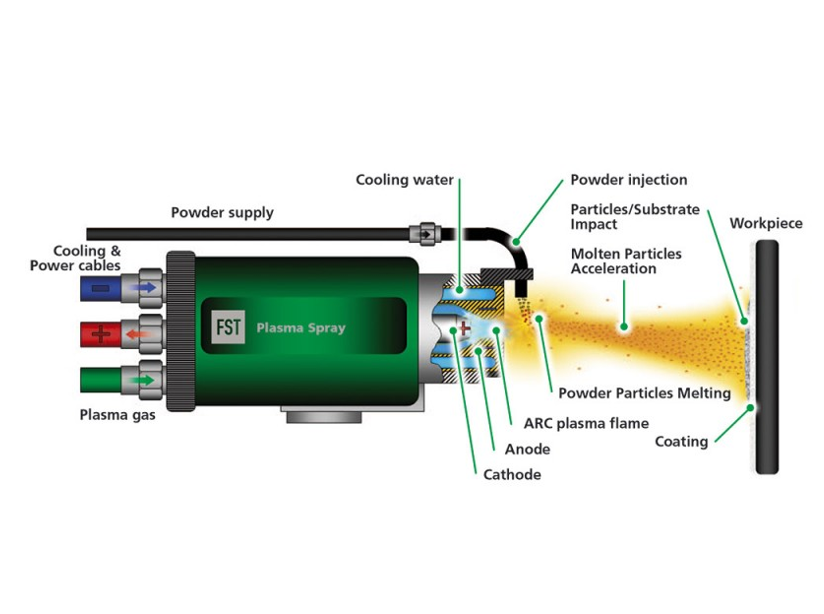
در این روش در داخل تفنگ پاشش یک آند و یک کاتد قرار دارد. با اتصال جریان برق با آمپراژ بالا، یک قوس الکتریکی بین دو الکترود ایجاد می شود. از داخل این قوس ایجاد شده مخلوط هوا و رنگ با فشار بالا پمپ می شود. نتیجه این عمل ایجاد یک جریان پلاسما است که با برخورد پلاسما است که با برخورد به سطح، رنگ به سطح می چسبد. از این روش نه تنها می توان برای اعمال رنگ بلکه برای پوشش های فلزی و سرامیکی نیز استفاده می شود. از مزایای این روش نسبت به روش های مبتنی بر پخت این است که در این روش به علت این که گرما به صورت مقطعی وارد می شود، دمای قطعه تغییر زیادی نمی کند در نتیجه از فرم خارج شدن قطعه در اثر گرمای زیاد جلوگیری می شود. البته باید توجه داشت که رنگ هایی که در اثر حرارت، ساختارشان تجزیه می شود با این روش قابل اعمال نیستد.
یک نمونه تفنگ پاشش با پلاسما
تصویر شماتیک از مکانیسم عملکرد تفنگ پاشش با پلاسما
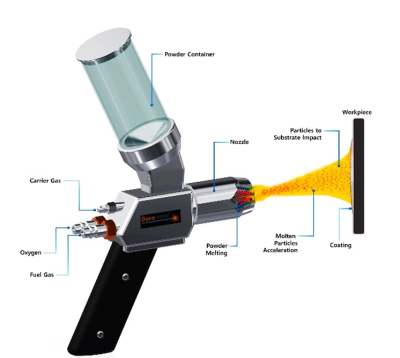
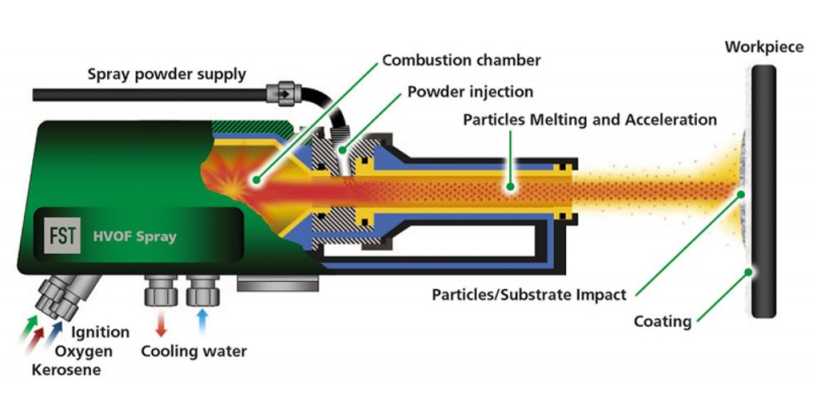
در این روش پس از مخلوط شدن اکسیژن، ماده سوختی و پودر رنگ یا فلز، با سرعت بالا از نازل به بیرون اعمال می شود و پس از احتراق، پوشش را بر روی سطح اعمال می کند.
یک نمونه تفنگ پاشش HVOF
تصویر شماتیک از مکانیسم عملکرد تفنگ پاشش HVOF
برای مشاوره تخصصی پیرامون رنگ های دریایی ، ساحلی ، فراساحلی ، صنعتی و ساختمانیکانسایبا آرمانی فامتماس حاصل فرمایید.